Butt-Weld Fittings: The Complete Engineering and Procurement Guide

When the Joint Is the Weakest Link — Or the Strongest
In any piping system, every joint is a potential point of failure. The choice of how to make pipe-to-fitting connections — through welding, threading, or mechanical coupling — has profound implications for the system's integrity, maintainability, and cost of ownership.
Butt-weld fittings, joined to the pipe by full-penetration groove welds, represent the gold standard for permanent, high-integrity piping connections. When properly welded and inspected, a butt-welded joint is at least as strong as the adjacent pipe, with no reduction in bore area and no crevice or mechanical stress concentration at the connection.
This guide covers the engineering fundamentals, dimensional standards, material options, welding considerations, and quality requirements for butt-weld fittings across the full spectrum of industrial applications.
Why Butt-Weld? The Engineering Case
Before diving into product specifics, it's worth articulating why butt-welded construction is specified for the vast majority of high-integrity industrial piping.
Full Bore Continuity
Butt-weld elbows, tees, and reducers maintain the full internal bore of the connected pipe (or transition smoothly between bores in the case of reducers). There are no internal ledges, steps, pockets, or constrictions that could:
- Trap solid particles, scale, or wax deposits
- Create turbulence that accelerates erosion
- Reduce flow capacity below design intent
- Prevent pigging (mechanical cleaning tools passing through the line)
Radiographic Inspection Capability
Full-penetration butt welds can be examined by radiography (X-ray or gamma ray), providing a permanent photographic record of the weld's internal integrity. This capability is mandatory in many piping codes for high-consequence services. A seamless butt-weld elbow joined to pipe with a complete penetration weld, radiographically examined, provides a level of confidence that no other joining method can match.
No Leak Path at the Joint
A properly made full-penetration butt weld, with the root fully fused, eliminates the inherent leak paths associated with threaded joints (thread form imperfections, thread engagement gaps) and socket welds (the gap between pipe OD and socket ID). For services where even a pinhole leak represents a safety, environmental, or product loss concern, butt-weld construction is the only reliable option.
Fatigue Performance
The smooth transition from pipe to butt-weld fitting (particularly with weld neck flanges, which incorporate a tapered hub) distributes stress away from the weld toe. Properly designed and executed butt-weld connections show superior fatigue performance compared to socket welds and particularly compared to threaded connections in cyclic service.
No Wall Thinning at the Joint
Threaded connections require the pipe end to be threaded, which removes wall material. In thinner-wall pipe, this can reduce the remaining wall at the root of the thread below the minimum required by code. Butt-weld joints add no additional stress concentration from wall thinning.
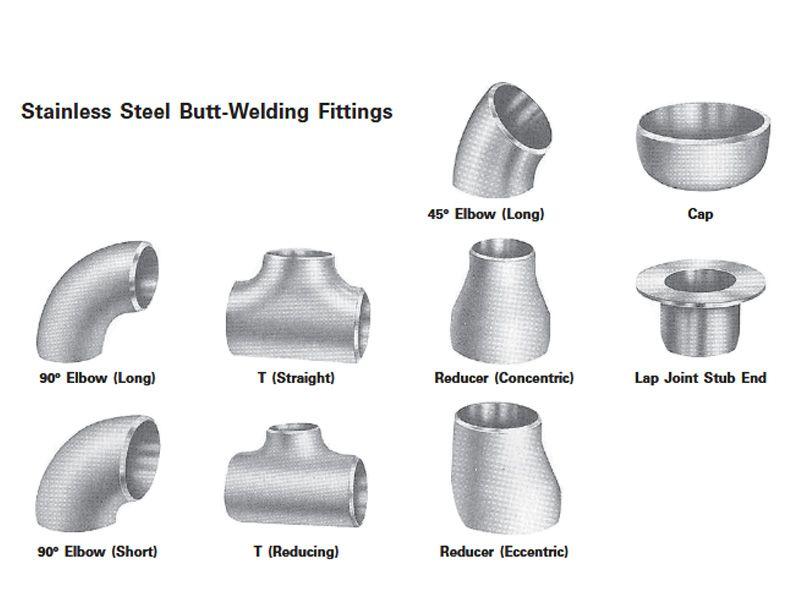
Types of Butt-Weld Fittings — Product Catalogue
Elbows
Elbows redirect the flow direction. They are characterized by their bend radius (expressed as a multiple of the pipe nominal diameter), deflection angle, and end dimensions.
- Long Radius (LR) Elbow: The standard elbow for most applications. The centerline radius equals 1.5× the pipe nominal diameter (e.g., a 6-inch LR elbow has a 9-inch centerline radius). Long radius elbows minimize pressure drop and erosion by providing a gradual direction change. They are the default specification in virtually all process piping.
- Short Radius (SR) Elbow: Centerline radius equals 1× the pipe nominal diameter. Short radius elbows fit in tighter spaces but create higher pressure drop and are more susceptible to erosion on the outer wall of the bend at high velocities or with particulate-laden fluids. They are specified only when space constraints make LR elbows impractical.
- Standard angles: 90° and 45° are the stock angles for butt-weld elbows. Other angles (30°, 60°, 180° — return bends) are available but typically require longer lead times.
Tees
Tees create branch connections at 90° to the run pipe. They are characterized as "equal tees" (all three openings of the same nominal diameter) or "reducing tees" (branch smaller than the run diameter).
- Equal tee: All outlets the same size. The most commonly stocked type.
- Reducing tee: The branch outlet is a smaller nominal size than the run. Rather than stocking every combination, many suppliers offer equal tees and install reducing pipe-to-pipe reducers in the branch, though this adds a weld. For smooth flow, a properly sized forged reducing tee is preferable.
Reducers
Reducers transition between two different pipe nominal diameters. They are classified as:
- Concentric reducers: The centerlines of both ends are coaxial. Used where the pipe is horizontal and centreline continuity is important.
- Eccentric reducers: One side is flat, and the other tapers. Used where the pipe bottom (or top) must remain level — critical in pump suction piping to prevent air pockets (flat side up) or liquid pockets (flat side down).
Caps
Pipe caps close the end of a pipe or fitting. They are the butt-weld equivalent of a plug. Used to permanently seal pipe ends, isolate unused branches, and facilitate pressure testing.
Stub Ends (Lap Joint Stub Ends)
Stub ends are used with lap joint flanges. The stub end is butt-welded to the pipe, and the lap joint flange backing ring (loose) slides over the pipe before welding. The stub end face provides the sealing surface against the gasket. This arrangement is advantageous when the flange must rotate for bolt-hole alignment, the flange material is different from (and potentially less expensive than) the piping material, or the joint requires frequent dismantling.
Returns (180° Elbows)
U-bends used in heat exchangers (return bends), pipe coils, and expansion loops.
Key Standards — Dimensional and Material Requirements
ASME B16.9 — Factory-Made Wrought Butt-Welding Fittings
ASME B16.9 is the primary dimensional standard for butt-weld fittings in North American and international process piping. It covers NPS 1/2 through NPS 48 (DN 15 through DN 1200), all standard fitting types (elbows, tees, reducers, caps, stub ends, returns), dimensional requirements including end-to-end dimensions, bevel angles, and tolerances. Pressure ratings are referenced to pipe ratings under applicable design code.
Other Standards
- ASME B16.28: Short Radius Elbows and Returns that fall outside the scope of B16.9.
- MSS SP-43: Wrought Stainless Steel Butt-Welding Fittings for lightweight schedule 5S and 10S walls.
- EN 10253: For steel butt-welding pipe fittings in metric dimensions (European Standard).
Material Specifications for Butt-Weld Fittings
| Material | Specification | Common Grades |
|---|---|---|
| Carbon steel | ASTM A234 | WPB (standard), WPC, WP1, WP11, WP22, WP91 |
| Stainless steel | ASTM A403 | WP304/304L, WP316/316L, WP321, WP347 |
| Low-temp CS | ASTM A420 | WPL6 (to -50°F), WPL3 (to -150°F) |
| High-yield (Pipeline) | ASTM A860 | WPHY 42, 52, 60, 65, 70 |
| Duplex stainless | ASTM A815 | WPS31803, WPS32750 |
| Nickel alloys | ASTM B366 | UNS N06625, N10276, N04400 |
Seamless vs. Welded Fittings
B16.9 fittings can be manufactured from seamless or welded product. The designation on the MTC indicates which: "S" prefix (e.g., WPB-S) for seamless and "W" prefix (e.g., WPB-W) for welded (contains a longitudinal weld). For critical services, high-pressure applications, and most oil & gas specifications, seamless-quality fittings are required.

Manufacturing Processes — How Butt-Weld Fittings Are Made
Hot Induction Bending (for Elbows)
The most common method for manufacturing butt-weld elbows from 1/2" to approximately 12". A length of seamless pipe is pushed through an induction heating coil while being bent around a mandrel or form. The result is a smooth, consistent elbow with uniform wall thickness. Post-bend heat treatment restores the microstructure after the forming operation.
Other Processes
- Hot Press Forming: For larger-diameter elbows (typically 8" and above), segments of pipe or plate are pressed into elbow halves and welded.
- Extrusion (for Tees): Forged or seamless pipe stubs are heated and extruded through a die that forms the branch outlet.
- Forged Butt-Weld Fittings: For small sizes (typically 2" and below), fittings can be manufactured by forging, offering metallurgical advantages like refined grain structure.
Welding Butt-Weld Fittings — Critical Practices
Bevel Preparation & Alignment
Butt-weld fittings are supplied with beveled ends conforming to ASME B16.25. Proper fit-up before welding is critical. Misalignment (high-low) at the joint creates stress concentrations and weld defects. Internal alignment clamps or external fit-up devices should be used on critical welds.
Preheat and Post-Weld Heat Treatment (PWHT)
Preheat is required for carbon and alloy steels to prevent hydrogen cracking. PWHT is required for carbon and alloy steel above certain wall thicknesses or for specific alloy grades to relieve residual stresses and soften the HAZ.
Weld Examination (ASME B31.3)
- Normal fluid service: 5% random radiography
- Category D service: Visual inspection only
- Severe cyclic service: 100% radiography
- High-pressure service: 100% volumetric examination

Ordering, Marking, and Quality Verification
How to Specify Butt-Weld Fittings
A complete fitting specification includes:
- Type and angle (LR Elbow 90°)
- Nominal pipe size (6 inch)
- Schedule/wall thickness (Sch 40)
- Material spec (ASTM A234 WPB)
- Dimensional standard (ASME B16.9)
- Special requirements (PMI, NDE)
Inspection Before Installation
Before accepting fittings, verify markings (Manufacturer, Grade, Size, Sch, Heat No), ensure MTCs are available and match, and check that bevels are clean and free from damage. For alloy fittings, PMI verification is essential.
Conclusion: Butt-Weld Fittings as a System Investment
A butt-welded piping system, built with quality fittings and proper welds, is designed for a service life of 20, 30, or 40 years with minimal maintenance. The incremental cost of specifying quality fittings is negligible compared to the avoided cost of premature failures and unplanned shutdowns.
Remax Forge & Fittings manufactures and supplies a comprehensive range of butt-weld fittings in carbon steel, stainless steel, alloy steel, and exotic alloys. Our products are manufactured to ASME B16.9, EN 10253, and other applicable standards.
Request Product DataDrop your details below
Let our experts take over from here!