Alloy Steel Pipe Fittings for Power Generation: Materials, Standards, and Life Cycle Considerations

The Unrelenting Demands of Power Generation Piping
Power plants — whether coal-fired, gas-fired, nuclear, or concentrated solar — operate at the most extreme combinations of temperature and pressure found in any industrial piping system. Modern ultra-supercritical (USC) coal-fired units operate at steam temperatures exceeding 600°C (1,112°F) and pressures above 30 MPa (4,350 psi).
In this environment, the pipe fittings that connect boilers to turbines, that route steam through reheaters and superheaters, and that manage condensate and feedwater are as critical as any major equipment item. A failed elbow in a high-pressure steam header doesn't just interrupt generation — it can be lethal.
Remax Forge & Fittings has deep expertise in manufacturing alloy steel pipe fittings for the power generation industry. This guide explains the material science, standards, and best practices that underpin reliable power plant piping.
The Temperature-Pressure Challenge in Power Plant Piping
Understanding the Steam Circuit
A modern thermal power plant circulates water through a thermodynamic cycle. The conditions at each stage impose specific requirements on the piping materials:
- Feedwater system (130–250°C): Primarily carbon and low-alloy steel. Challenge: Flow-accelerated corrosion (FAC).
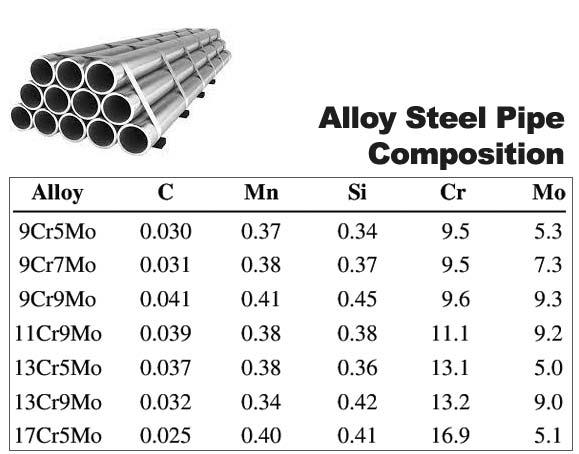
- Superheater and main steam (540–620°C): Alloy steel is mandatory. Grade 91/92 alloys are required above 565°C.
- Hot reheat (560–620°C): Similar temperature requirements to main steam but at lower pressure.
Alloy Steel Materials for High-Temperature Service
Carbon Steel (A105, A234 WPB) — Up to ~425°C
Standard for feedwater and auxiliary steam. Above 425°C, performance is limited by graphitization, oxidation/scaling, and creep deformation.
1.25Cr-0.5Mo (ASTM A234 WP11 / A182 F11)
Service up to ~540°C. Common in subcritical units and cold reheat piping. Requires preheat (175°C) and PWHT (675–760°C).
2.25Cr-1Mo (ASTM A234 WP22 / A182 F22)
Service up to ~570°C. Increases creep strength and oxidation resistance. Critical for high-temperature hydrogen attack (HTHA) resistance.
9Cr-1Mo-V — Grade 91 (ASTM A182 F91 / A234 WP91)
Transformational alloy for USC units (up to 620°C). Offers twice the allowable stress of Grade 22 at 600°C, enabling thinner-walled fittings and better thermal fatigue resistance.
Note: Properties are highly sensitive to heat treatment. Incorrectly tempered Grade 91 can have dramatically reduced creep life.
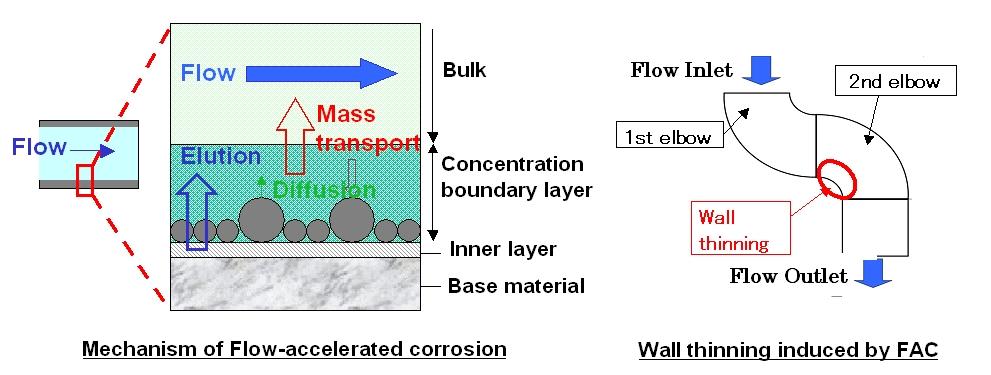
Flow-Accelerated Corrosion (FAC) — The Hidden Danger
FAC occurs when flowing fluid dissolves the protective magnetite layer on carbon steel faster than it reforms. It is most aggressive at 130–150°C and in high-turbulence areas like elbows and tees.
Protecting Fittings Against FAC:
The most reliable protection is material substitution. Replace carbon steel fittings with low-alloy (1.25Cr or 2.25Cr) or stainless steel (316L) in high-risk locations. Remax Forge manufactures FAC-resistant fittings specifically for power plant replacement programs.
Applicable Codes and Standards
- ASME B31.1 (Power Piping): The primary governing code for steam and water piping from boilers and turbines.
- Indian Boiler Regulations (IBR): Mandatory in India. Requires IBR-approved materials, Authorized Inspector certification, and specific stamping.
- ASME Section I: Applies to piping within the boiler jurisdiction boundary.
Thermal Fatigue and Creep
Power plants cycle through start-ups and shutdowns, imparting transient stresses. Creep-fatigue interaction is a major life cycle consideration. Fittings with complex geometry (tees/nozzles) experience higher stress concentrations. Modern forged tees with revised geometry offer superior performance.

Inspection During Service
- Thickness Monitoring: Periodic UT measurements at elbows/tees to detect FAC or creep swelling.
- Replica Metallography: For Grade 91 components, in-situ surface impressions reveal microstructure degradation and creep voids.
- Hardness Testing: Detects softening from incorrect PWHT or hardening from improper repairs.
Conclusion: Long-Term Value Through Quality Manufacturing
In power generation, piping specification decisions play out over decades. A Grade 91 fitting with correct heat treatment provides 25–30 years of reliable service; one with marginal heat treatment may fail in 10.
Remax Forge & Fittings manufactures alloy steel pipe fittings for power generation with the rigor this industry demands. Our products include full heat treatment records and IBR certification where required.
Discuss Power Sector RequirementsDrop your details below
Let our experts take over from here!